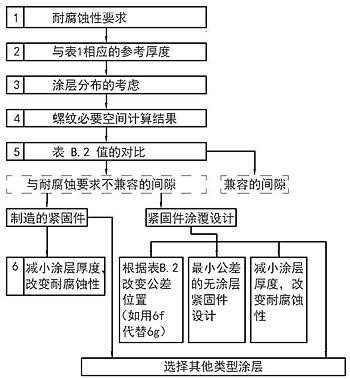
图 B.4 耐腐蚀性和间隙的兼容性检查
符合 GB/T 10125 规定的中性盐雾试验(NSS) 用于评估涂层体系的耐腐蚀性。
当要求对盐雾试验箱进行评估时,宜参照附录C进行。
中性盐雾试验应在涂覆24 h后,在分拣、包装和/或装配前,对紧固件单独进行。
按表1规定的试验时间进行中性盐雾试验后,在基体金属上不应有目测可见的金属腐蚀(红锈)。
在评估耐腐蚀性时,不应考虑夹具与紧固件的接触点。
表1 中性盐雾试验标准周期
中性盐雾试验持续时间(无红锈)/h | 涂层体系参考厚度a /μm |
240 | 4 |
480 | 5 |
600 | 6 |
720 | 8 |
960 | 10 |
涂层体系组成(仅包括底涂层、底涂层+表面涂层等)应在订货时规定。 | |
a. 参考厚度包括底涂层和表面涂层(如有),有或没有六价铬。耐腐蚀性应是接收的依据,参考厚度仅供参考。 | |
B.3涂层厚度的变化
紧固件锌片涂层通常采用浸入-旋转工艺,这导致涂层厚度不均匀。
浸入-旋转涂覆工艺会产生局部厚度显著变化, 超出涂层厚度1/3t~1/2t。这个涂层厚度变量通常不会影响螺纹配合。宜谨慎考虑涂层厚度对螺纹基本中径的影响,以满足螺纹配合和量规拧入性。螺纹牙底涂层过厚通常不影响螺纹配合和量规拧入性,锌片涂层工艺通常不会导致螺纹牙顶涂层过厚。
注: 大规格、长尺寸或质量大的紧固件通常用挂装涂覆。表B.1涂层厚度和螺纹基本中径的几何关系
涂层厚度 t | 螺纹基本中径增加值 4ta |
3 | 12 |
4 | 16 |
5 | 20 |
6 | 24 |
8 | 32 |
10 | 40 |
12 | 48 |
a. 对应涂层厚度t所需的螺纹基本中径基本偏差(间隙)增加值。 | |
表B.2 ISO米制螺纹间隙的理论极限值
螺距 P mm | 螺纹公称直径a d或D mm | 内螺纹 | 外螺纹 | |||
公差位置 G | 公差位置 g | 公差位置 f | 公差位置 e | |||
粗牙 | 细牙 | 最小间隙b μm | 最小间隙b μm | 最小间隙b μm | 最小间隙b μm | |
0.25 | 1和1.2 | / | +18 | -18 | / | / |
0.3 | 1.4 | / | +18 | -18 | / | / |
0.35 | 1.5和1.8 | / | +19 | -19 | -34 | / |
0.4 | 2 | / | +19 | -19 | -34 | / |
0.45 | 2.2和2.5 | / | +20 | -20 | -35 | / |
0.5 | 3 | / | +20 | -20 | -36 | -50 |
0.6 | 3.5 | / | +21 | -21 | -36 | -53 |
0.7 | 4 | / | +22 | -22 | -38 | -56 |
0.75 | 4.5 | / | +22 | -22 | -38 | -56 |
0.8 | 5 | / | +24 | -24 | -38 | -60 |
1 | 6和7 | 8和10 | +26 | -26 | -40 | -60 |
1.25 | 8 | 10和12 | +28 | -28 | -42 | -63 |
1.5 | 10 | 12~22 | +32 | -32 | -45 | -67 |
1.75 | 12 | / | +34 | -34 | -48 | -71 |
2 | 14和16 | 20~33 | +38 | -38 | -52 | -71 |
2.5 | 18、20和22 | / | +42 | -42 | -58 | -80 |
3 | 24和27 | 36~48 | +48 | -48 | -63 | -85 |
3.5 | 30和33 | / | +53 | -53 | -70 | -90 |
4 | 36和39 | 52~64 | +60 | -60 | -75 | -95 |
4.5 | 42和45 | / | +63 | -63 | -80 | -100 |
5 | 48和52 | / | +71 | -71 | -85 | -106 |
5.5 | 56和60 | / | +75 | -75 | -90 | -112 |
6 | 64 | / | +80 | -80 | -95 | -118 |
a. 螺纹公称直径作为信息给出,螺距是决定性特性。 b. 最小间隙对应于基本偏差。 | ||||||
B. 6.1 螺纹公差6g的螺栓示例
紧固件——符合GB/T 5782的螺栓M12,螺距1.75mm
耐腐蚀性要求——480h
查表1——参考涂层厚度:5μm
可能的分布(见B.3)——基本中径上的最大厚度5μm+2.5μm,圆整至8μm
查表B.1(8μm×4)——32μm
查表B.2(6g)——最小间隙:34μm
结论:当计算值(32μm)小于或等于表B.2规定的最小间隙(34μm)时,对于涂覆前6g的螺纹,涂层厚度符合要求。
B. 6.2螺纹公差6g的螺钉示例
紧固件——符合GB/T5783的螺栓M6,螺距1mm
耐腐蚀性要求——600h
查表1——参考涂层厚度:6μm
可能的分布(见B.3)——基本中径上的最大厚度6μm+3μm
查表B.1(9μm×4)——36μm
查表B.2(6g)——最小间隙:26μm
结论:计算值(36μm)超过表B.2规定的最小间隙(26μm)时,涂层厚度不符合要求。
B. 6.3 与B.6.2中相同的螺钉,螺纹公差6f
紧固件——符合GB/T5783的螺栓M6,螺距1mm
耐腐蚀性要求——600h
查表1——参考涂层厚度:6μm
可能的分布(见B.3)——基本中径上的最大厚度6μm+3μm
查表B.1(9μm×4)——36μm
查表B.2(6f)——最小间隙:40μm
结论:计算值(36μm)小于表B.2规定的最小间隙(40μm),对于涂覆前为6f螺纹,涂层厚度符合要求。
Metallic and other inorganic coatings - Electrodeposited coatings of nickel, nickel plus chromium, copper plus nickel and of copper plus nickel plus chromium
Fasteners - Fundamentals of hydrogen embrittlement in steel fasteners
Metallic coatings - Hot dip galvanized coatings on fabricated iron and steel articles - Specifications and test methods

Fasteners - Hot dip galvanized coatings
Metallic coatings - Electrodeposited coatings of nickel
Chemical conversion coatings - Black oxide coating on iron and steel - Specification and test methods
Specifications of Zinc / Chromate coatings
Chromate conversion coatings on electroplated zinc and cadmium coatings
Metallic coatings - Electroplated coatings of zinc and zinc alloys on iron or steel with supplementary Cr(Vl)-free treatment
Metallic coatings - Hot dip galvanized coatings on fabricated iron and steel articles - Specifications and test methods
Fasteners - Non-electrolytically applied zinc flake coatings systems
Fasteners - Electroplated coating systems
Corrosion of metals and alloys - Corrosivity of atmospheres - Classification, determination and estimation
Fasteners—Hot dip galvanized coatings
Passivation of corrosion-resistant stainless-steel fasteners
Metallic coatings - Electrodeposited coatings of nickel
Chromate conversion coatings on electroplated zinc and cadmium coatings
Metallic coatings - Electroplated coatings of copper plus nickel plus chromium on iron or steel
Metallic and Other Inorganic Coatings - Electroplated Coatings of Zinc with Supplementary Treatments on Iron or Steel
Metallic and other inorganic coatings - Electrodeposited coatings of nickel, nickel plus chromium, copper plus nickel and of copper plus nickel plus chromium
Electroplated coatings of zinc on iron or steel
Sherardizing of iron and steel articles
Aerospace series - Electrolytic silver plating of fasteners
Corrosion Protection of Metals - Electrodeposited Coatings of Zinc with Supplementary Treatment on Iron or Steel
Fasteners - surface discontinuities - nuts
Fasteners - Surface Discontinuities - Part 1: Bolts, Screws and Studs for General Requirements
Fasteners - Surface Discontinuities - Part 3: Bolts, Screws and Studs for Special Requirements
Water-based epoxy anticorrosive coatings
Electroplated coatings on threaded components - Part 1: Cadmium on Steel Components - Part 2: Zinc on Steel Components

Selection principle and thickness series for metallic and chemical coating
Specification for Electroplated Coatings of Zinc on Iron and Steel
General specification for fastener aluminum coating for aircraft
