|
|
| No dimensional drawings!
Unit:
|
|
|
| No dimensional drawings!
Unit:
|
下列定义适用于本标准。
锌铬涂层 Zinc / Chromate coatings
将水基锌铬涂料浸涂、刷涂或喷涂于钢铁零件或构件表面,经烘烤形成的以鳞片状锌和锌的铬酸盐为主要成分的无机防腐蚀涂层。
根据锌铬涂层的涂敷量和涂层厚度将锌铬涂层分成表 1 所示四个级别。
| 分级 | 涂敷量 / (mg/dm²) | 涂层厚度 / μm | 工艺 |
| 1 | 70 | 2 | 一涂一烘 |
| 2 | 160 | 4.6 | 二涂二烘 |
| 3 | 200 | 5.8 | 二涂二烘 |
| 4 | 300 | 8.6 | 三涂三烘 |
| 注:涂敷量是涂层的分级及技术要求的仲裁值,涂层厚度是参考值。表中所列的涂层厚度是根据涂层密度为 3.5 g/cm³ 换算所得。由于涂层中存在是否加入铝和加入铝量的多少等因素使得涂层密度不尽相同,所以涂层厚度仅为参考值。当被涂工件形状复杂,表面积不宜确定时,涂敷量的检测将会困难,此时可由供需双方协商,参照涂层厚度对涂层进行分级。 | |||
a) 本标准号;
b) 待涂敷件要求的涂层等级;
c) 待涂敷工件的最终热处理温度。由于锌铬涂层是在 300℃ 左右的温度下进行烘烤,需方应考虑该温度是否影响涂敷工件的力学性能。
不同等级的涂层,经盐雾试验后,出现红锈的时间不低于表 2 要求。
表 2 耐盐雾腐蚀试验要求
| 涂层等级 | 1 | 2 | 3 | 4 |
| 出现红锈时间 / h | 120 | 240 | 480 | 1000 |
8.2.1 溶解称量法
质量大于 50g 试样,采用精度为 1 mg 的天平称得原始质量 W₁ (mg)。将试样置入 70℃~80℃ 的 20%NaOH 水溶液中,浸泡 10 min,使锌铬涂层全部溶解。取出试样,充分水洗后立即烘干,再称取涂层溶解后试样的质量 W₂ (mg)。量取并计算出工件的表面积 S (dm²),按下列公式计算出涂层的涂敷量 W s ( mg/dm² ):
W s = (W₁ - W₂)/ S
常用零件的涂层表面积计算方法参见附录A。
注1:若试样的质量小于 50 g,则应累积若干件试样以达到 50 g 以上的质量后,再进行涂敷量试验。
注2:锌铬涂层浸入 NaOH 溶液中溶解 10 min 后,涂层若没有完全溶解,则应延长浸泡时间,直到涂层完全溶解为止。
8.2.2 金相显微镜法
按 GB/T 6462 要求,采用金相显微镜法检测涂层的厚度。
湿热试验在湿热试验箱中进行,湿热试验箱应能调整和控制温度和湿度。
将湿热试验箱温度设定为 40℃ ± 2℃ , 相对湿度为 95 % ± 3 %,将样品垂直悬挂于湿热试验箱中,样品不应相互接触。当湿热试验箱达到设定的温度和湿度时,开始计算试验时间。连续试验 48 h 检查一次,检查样品是否出现红锈。两次检查后,每隔 72 h 检查一次。每次检查后,样品应变换位置。240 h 检查最后一次。
A.1.1 平垫片
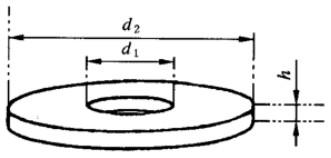 S = [ 1.57(d₁ + d₂ ) (d₂ - d₁ + 2h )] × 1 / 10 000 (dm²)
S = [ 1.57(d₁ + d₂ ) (d₂ - d₁ + 2h )] × 1 / 10 000 (dm²)
A.1.2 弹簧垫片
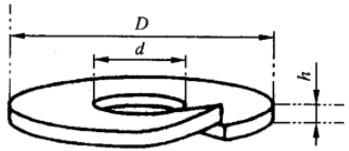 S = [ 1.57(D + d ) (D - d + 2h )] × 1 / 10 000 (dm²)
S = [ 1.57(D + d ) (D - d + 2h )] × 1 / 10 000 (dm²)
A.1.3 六角螺栓
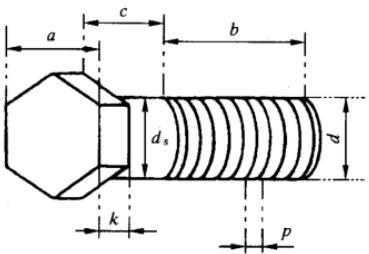 S = [ 1.73( a² + 2 am ) - 1.57d² + m (5.56 d - 3.67 p )] × 1 / 10 000 (dm²)
S = [ 1.73( a² + 2 am ) - 1.57d² + m (5.56 d - 3.67 p )] × 1 / 10 000 (dm²)
A.1.4 六角螺母
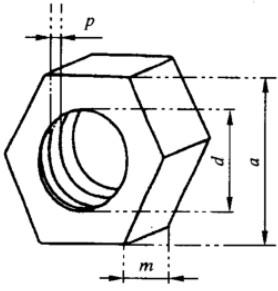 S = [ 1.73( a² + 2 am ) - 1.57d² + m (5.56 d - 3.67 p )] × 1 / 10 000 (dm²)
S = [ 1.73( a² + 2 am ) - 1.57d² + m (5.56 d - 3.67 p )] × 1 / 10 000 (dm²)
A.2.1 分解成简单形状计算
将复杂形状工件的表面分解成若干个简单形状的表面,该复杂形状工件的表面积等于若干个简单形状的表面积之和。例:
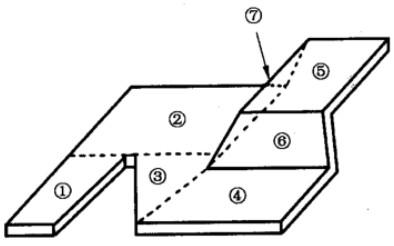 S = S₁ + S₂ + S₃ + S₄ + S₅ + S₆ + S₇
S = S₁ + S₂ + S₃ + S₄ + S₅ + S₆ + S₇
注:S 为复杂形状工件的表面积。S₁,S₂,S₃,S₄,S₅,S₆ 和 S₇ 分别为图中 ①、②、③、④、⑤、⑥ 和 ⑦ 等七个简单表面的表面积。
A.2.2 用坐标纸仿形计算
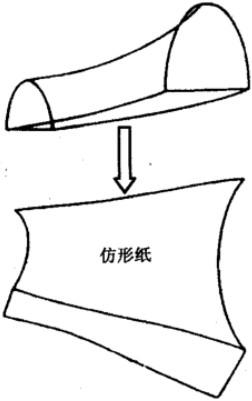
取一张面积为 X ( dm² ) 的坐标纸做标准纸,并称量其质量为 b(g)。另外取一张坐标纸对被涂工件表面进行仿形。称量仿形纸的质量为 a (g)。按下式计算出仿形纸的面积即为被涂工件的表面积 S(dm²):
S = a / b * X
锌铬涂层是一种高耐蚀涂层,生产过程对环境基本无污染。锌铬涂层与电镀锌、电镀镉、热浸锌相比,其优点及应用如下。
B.1.1 耐腐蚀性能更好
B.1.2 能适用于多种零件
B.1.3 耐热性能良好
B.1.4 不会产生氢脆
B.1.5 良好的深涂性能
B.1.6 良好的可涂装性能
B.1.7 于铝及其合金不会产生电偶腐蚀
B.1.8 对环境不产生污染
Metallic and other inorganic coatings - Electrodeposited coatings of nickel, nickel plus chromium, copper plus nickel and of copper plus nickel plus chromium
Fasteners - Fundamentals of hydrogen embrittlement in steel fasteners
Metallic coatings - Hot dip galvanized coatings on fabricated iron and steel articles - Specifications and test methods

Fasteners - Hot dip galvanized coatings
Metallic coatings - Electrodeposited coatings of nickel
Chemical conversion coatings - Black oxide coating on iron and steel - Specification and test methods
Chromate conversion coatings on electroplated zinc and cadmium coatings
Metallic coatings - Electroplated coatings of zinc and zinc alloys on iron or steel with supplementary Cr(Vl)-free treatment
Metallic coatings - Hot dip galvanized coatings on fabricated iron and steel articles - Specifications and test methods
Fasteners - Non-electrolytically applied zinc flake coatings systems
Fasteners - Electroplated coating systems
Corrosion of metals and alloys - Corrosivity of atmospheres - Classification, determination and estimation
Fasteners—Hot dip galvanized coatings
Passivation of corrosion-resistant stainless-steel fasteners
Metallic coatings - Electrodeposited coatings of nickel
Chromate conversion coatings on electroplated zinc and cadmium coatings
Metallic coatings - Electroplated coatings of copper plus nickel plus chromium on iron or steel
Metallic and Other Inorganic Coatings - Electroplated Coatings of Zinc with Supplementary Treatments on Iron or Steel
Metallic and other inorganic coatings - Electrodeposited coatings of nickel, nickel plus chromium, copper plus nickel and of copper plus nickel plus chromium
Electroplated coatings of zinc on iron or steel
Sherardizing of iron and steel articles
Aerospace series - Electrolytic silver plating of fasteners
Corrosion Protection of Metals - Electrodeposited Coatings of Zinc with Supplementary Treatment on Iron or Steel
Fasteners - surface discontinuities - nuts
Fasteners - Surface Discontinuities - Part 1: Bolts, Screws and Studs for General Requirements
Fasteners - Surface Discontinuities - Part 3: Bolts, Screws and Studs for Special Requirements
Water-based epoxy anticorrosive coatings
Electroplated coatings on threaded components - Part 1: Cadmium on Steel Components - Part 2: Zinc on Steel Components

Selection principle and thickness series for metallic and chemical coating
Specification for Electroplated Coatings of Zinc on Iron and Steel
General specification for fastener aluminum coating for aircraft
