-
2 结构与尺寸
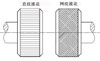
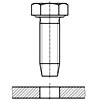
铝型材挤压模有分流组合模、平面模两种结构形式。分别见图1,图2。模具的尺寸见表1。
表 1 铝型材挤压模具尺寸
挤压机(MN)模具轮廓 挤 压 筒 内 径 70~100>100~130>130~160>160~180>180~200>200~260<4.9 D 120 140 H1 140 H2 120 <4.9 D 140 160 180 H1 140 160 180 H2 100 120 <4.9 D 180 200 220 H1 180 200 H2 110 130 <4.9 D 220 240 H1 180 200 H2 110 130 <4.9 D 220 240 H1 200 H2 140 150 <4.9 D 240 300 360 H1 200 220 240 H2 180 200 注: ① D≥1.45~1.60Dm,Dm 为铝型材的最大外接圆直径。
② 在保证 H1、H2 的基础上,允许采用其它结构。

-
3 技术要求
3.1 制造铝型材挤压模具用钢
3.1.1 模具用钢采用电渣重熔钢或炉外精炼钢,允许采用电炉钢。
3.1.2 模具用 4Cr5MoSiVi,模垫用 5CrNiMo,钢的化学成分及其它技术条件应符合 GB 1299 的要求。
3.2 铝型材挤压模具的模坯
3.2.1 模坯尺寸应符合 GB 908 的要求。
3.2.2 模坯应按 GB 231 的方法测定布氏硬度,并满足 GB 1299 的要求。
3.2.3 模坯的心部与边部的冲击值 αk 比应 ≥ 0.80。
3.3 铝型材挤压模具的制造精度
铝型材挤压模具的制造精度优先满足模具设计图的要求,若无特殊要求应符合表 1 的规定。
3.4 铝型材挤压模具的热处理
3.4.1 铝型材挤压模具的热处理设备必须有防氧化措施,并优先采用真空炉。
3.4.2 模具淬火后必须及时充分回火。
3.4.3 模具热处理后应按 GB 230 检验硬度,模具的硬度范围 48~52 HRC,模垫硬度范围 44~49 HRC。按 GB 224 检验脱碳层深度 < 0.2 mm。有特殊要求按供需双方协议执行。
3.5 铝型材挤压模具的表面处理
3.5.1 为提高模具的耐磨性和工作带的表面质量,可选择渗氮、氮碳共渗或多元共渗等表面处理工艺。
3.5.2 为延长模具寿命提高模具表面硬度,减少应力集中应在模具使用一段时间后再次进行表面处理。
3.5.3 铝型材挤压模具经表面处理后应符合:
硬度800~1100 HV;扩散层厚度 0.075~0.15 mm。
-
4 验收规则
4.1 铝型材挤压模具的验收按本技术条件 4.3~4.4 条规定进行。
4.2 铝型材挤压模具的制造精度的检验工具或手段应符合表 2 的要求。
4.3 铝型材挤压模具的综合质量应在正常的挤压工艺下用试模方法来检验。试模挤压出的铝型材质量,建筑型材符合 GB 5237 、工业型材符合 GB 6892 或铝型材图要求的模具为合格产品。
表 2
序号 项 目 精度 检验工具与手段 1 模具外径 D mm 0-0.25卡尺 2 模具厚度 H1、H2 mm +0.100卡尺 3 模具端面平行度 6级 GB 1184 千分表 4 止口深度 mm ±0.15 深度尺 5 止口对外圆的同轴度 8级 GB 1184 千分表 6 平面模导流口尺寸 15级 GB 1184 卡尺 7 平面模导流口底面粗糙度 0.8 μm 粗糙度对比块 8 分流组合模分流孔尺寸 m级 GB/T 1804 卡尺 9 分流组合模分流孔粗糙度 1.6 μm 粗糙度对比块 10 模孔 mm 0-0.08千分尺、量块、卡尺 11 工作带长度 mm ±0.2 卡尺 12 工作带粗糙度 0.4 μm 粗糙度对比块 13 工作带垂直度 ±15’ 三维测量仪,允许采用间接方法来检验 14 凹、凸模的同轴度 13级 GB 1184 卡尺






![82°沉头螺钉的凹槽型式 [Table 2]](https://imgcc.164580.com/upload/48/standard/2018/09/11/1536630391295096012.jpg)
![BF型 BT型 自切自攻螺钉螺纹和末端 [Table 43]](https://imgcc.164580.com/upload/48/standard/2018/09/29/1538208543197073992.jpg)
![D, F, G, T 型自攻螺钉 螺纹和末端 [Table 44]](https://imgcc.164580.com/upload/48/standard/2018/09/30/1538274982710145766.jpg)
![自挤自攻 TRS型 螺纹和末端 [Table 45]](https://imgcc.164580.com/upload/48/standard/2018/10/08/1538974825207969765.jpg)




![内凹槽螺钉无螺纹杆长和夹紧长度 [Table 4]](https://imgcc.164580.com/upload/48/pic/2021/05/27/1622102178590886964.jpg)
![BF型,BT型,自切自攻牙(螺纹切削自攻牙) [Table 7]](https://imgcc.164580.com/upload/48/standard/2020/06/05/1591322143016742879.jpg)
![D、F、G和T型,自切自攻牙(螺纹切削自攻牙)(统一螺纹) [Table 8]](https://imgcc.164580.com/upload/48/standard/2020/06/05/1591326271806674189.jpg)