-
表面缺陷的种类、原因、外观特征和极限
2. 表面缺陷的种类、原因、外观特征和极限
2.1 裂缝 Cracks
裂缝是一种清晰〈结晶体〉的沿金属晶粒边界或横穿晶粒的断裂,并可能含有外来元素的夹杂物。裂缝通常是金属在锻造或其他成型工序或热处理的过程中,由于受过高的应力而造成的,也可能在原材料中即存在裂缝。当工件被再次加热时,通常由于氧化皮的剥落而使裂缝变色。
2.1.1 淬火裂缝 Quench cracks
原 因
在热处理过程中,由于过高的热应力和应变,都可能产生淬火裂缝。淬火裂缝通常是不规则相交、无规律方向的呈现在紧固件表面。
外 观
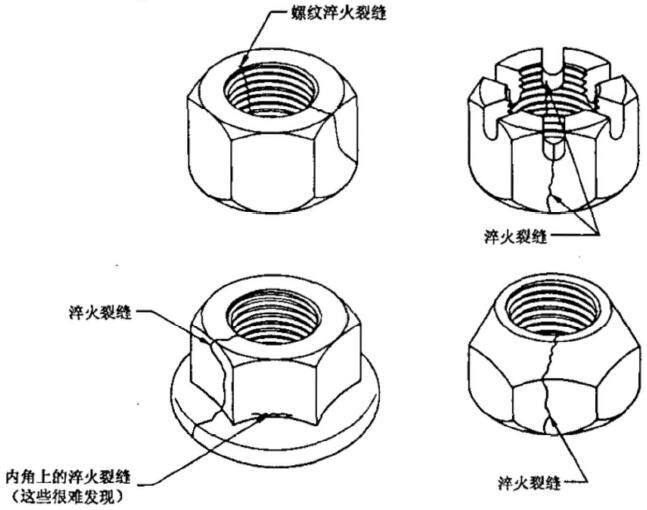
极 限
任何深度、任何长度或任何部位的淬火裂缝都不允许存在。
2.1.2 锻造裂缝和夹渣裂缝 Forging cracks and inclusion cracks
原 因
锻造裂缝可能在切料或锻造工序中产生,并位于螺母的顶面或底面上,或顶面(底面)与对边平面交接处,夹渣裂缝由原材料固有的非金属夹渣而造成。
外 观
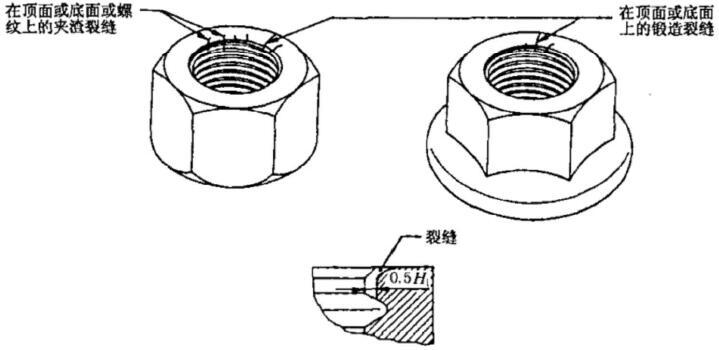
极 限
位于螺母支承面或底面和顶面上的裂缝,应分别符合以下要求:a) 贯穿支承面的锻造裂缝不应多于两条,其深度也不得超过0.05D;
b) 延伸到螺孔内的裂缝不应超出第一扣完整螺纹;
c) 在第一扣完整螺纹上的裂缝深度不应超过0.5H1。
D——螺纹公称直径;H 1——螺纹实际牙高,H 1 = 0.541P;P——螺距。
2.1.3 全金属有效力矩型锁紧螺母的锁紧部分裂缝
Cracks in the locking element of all-metal prevailing torque type nuts原 因
全金属有效力矩型锁紧螺母的锁紧部分裂缝,可能在切料或锻造或收口(压扁)过程中产生,并呈现在外部或内部表面上。
外 观
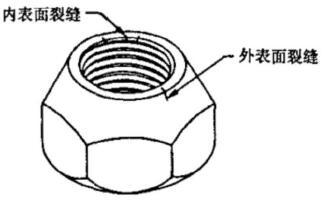
极 限
由于锻造产生并位于锁紧部分的裂缝,应能符合螺母机械和工作性能要求,还应符合:a)贯穿顶部圆周的裂缝不应多于两条,其深度也不得超过O.O5D;
b)延伸到螺孔内的裂缝不应超出第一扣完整螺纹;
c)在第一扣完整螺纹上的裂缝深度不应超过O.5H1。
由于收口(压扁)产生并位于锁紧部分的裂缝,应不允许。
D——螺纹公称直径; H 1——螺纹实际牙高,H 1 = 0.541P;P——螺距。
2.1.4 螺母-垫圈组合件的垫圈座裂缝 Cracks in the washer retainer of nuts with captive washers
垫圈座裂缝是将垫圈固定在螺母上的过程中,金属的边缘或凸起部分的开裂。
原 因
在装配垫圈的过程中,当压力施加到边缘或凸起部分时,可能产生垫圈座裂缝
外 观

极 限
垫圈座裂缝应控制在翻铆以后的边缘或凸起部分以内,并且垫圈应能自由转动,且不脱落。
2.2 剪切爆裂 Shear bursts
剪切爆裂是金属表面的开裂。
原 因
在锻造过程中可能产生剪切爆裂,如在螺母的外表面或在法兰面螺母的周边上出现。通常剪切爆裂和螺母轴心线约成45°
外 观
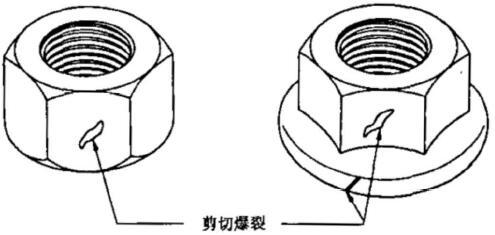
极 限
螺母对边上的剪切爆裂,不应延伸到六角螺母的支承面,或法兰面螺母的顶部圆周。对角上的剪切爆裂,不应使对角宽度减小到低于规定的最小尺寸。位于螺母顶面或底面与对边平面交接处的剪切爆裂的宽度不得大于(0.25+0.02s)mm。
法兰面螺母的法兰圆周上的剪切爆裂,不应延伸到支承顶直径(dw)的最小尺寸内,其宽度也不得超过0.08dc;
s——对边宽度;dc——法兰直径
2.3 爆裂 Bursts
爆裂是金属表面的开裂。
原 因
在锻造过程中,由于原材料的表面缺陷,可能产生爆裂,如在螺母的外表面或在法兰面螺母的周边上出现
外 观
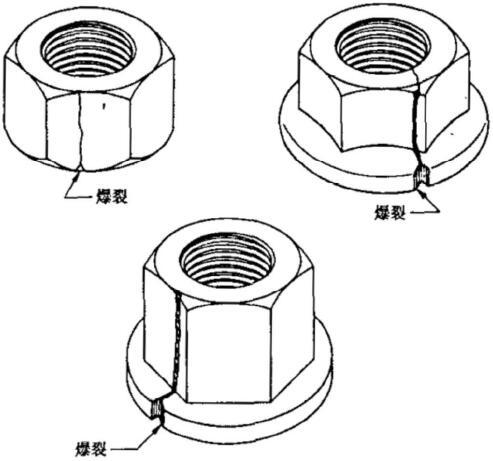
极 限
如果由原材料引起的裂纹与爆裂相连接,那么裂纹可能延伸到顶部圆周(2,4条),但爆裂不得延伸。对角上的爆裂,不应使对角宽度减小到低于规定的最小尺寸。
位于螺母顶面或底面与对边平面交接处的剪切爆裂的宽度不得大于(0.25+0.02s)mm。
法兰面螺母的法兰圆周上的爆裂,不应延伸到支承顶直径(dw)的最小尺寸内,其宽度也不得超过0.08dc;
s——对边宽度;dc——法兰直径
2.4 裂纹 Seams
裂纹是材料上皱纹窄的开裂形成的纵向表面缺陷。
原 因
裂纹通常是制造紧固件的原材料中固有的缺陷
外 观
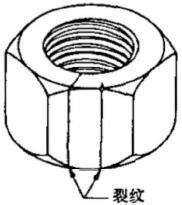
极 限
裂纹的深度对所有的螺纹规格均不得超过0.O5D 。
D—螺纹公称直径
2.5 皱纹 Folds
皱纹是在锻造过程中,呈现在螺母表面的金属折叠。
原 因
在锻造螺母的过程中,位于或接近直径(截面)变化的交接处,或螺母的顶面或底面。由于材料的位移可能产生皱纹
外 观
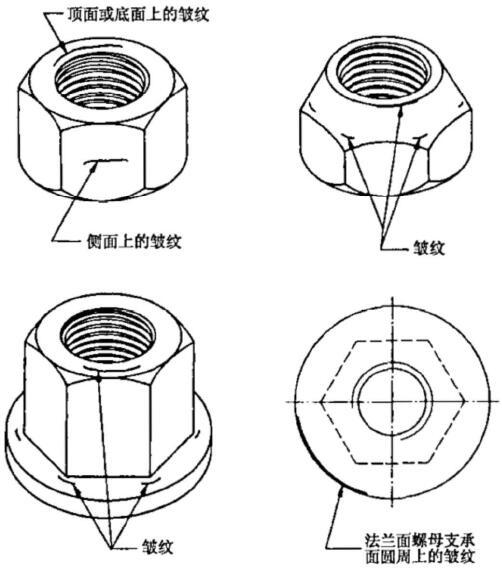
极 限
位于法兰面螺母的法兰圆周与支承面交接处的皱纹,不得延伸到支承面。其他皱纹允许存在。
2.6 凹痕 Voids
凹痕是在锻造或镦锻过程中,由于金属未填满而呈现在螺母表面上的浅坑或凹陷。
原 因
凹痕是由于切屑或剪切毛刺或原材料的锈层造成的痕迹或压印,并在锻造或镦锻工序中未能消除
外 观
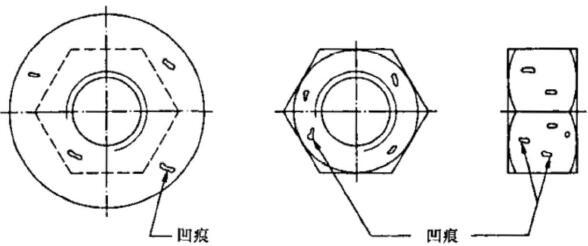
极 限
凹痕的深度h:h≤0.02D或最大为0.25 mm。
凹痕的面积:
支承面上的凹痕面积之和,不应超过:
支承面总面积的5%,对螺纹公称直径D≤24 mm的螺母;
支承面总面积的10%,对螺纹公称直径D>24 mm的螺母。
D—螺纹公称直径
2.7 切痕 Tool marks
切痕是纵向或圆周方向浅的沟槽。
原 因
切痕因制造工具与工件之间的相对运动而产生
外 观
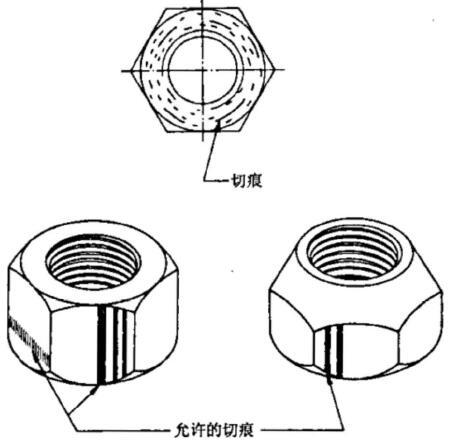
极 限
螺母支承面上的切痕,其表面粗糙度不应超过Ra=3.2μm(按GB/T 1031规定)。其他表面的切痕允许存在
2.8 损伤 Damages
损伤是指螺母任何表面上的刻痕。
原 因
损伤,如凹陷、擦伤、缺口和凿糟,因螺母在制造和运输过程中受外界影响而产生
外 观
没有准确的几何形状、位置或方向,也无法鉴别外部影响的因素
极 限
上述损伤,除非能证实削弱产品的性能和使用性,否则不应拒收。如有必要,按特殊协议,如包装要求,以避免运输中的损伤。
-
检查与判定程序
3. 检查与判定程序
使用以下程序应贯彻GB/T 90的有关规定。
3.1 常规验收检查
常规验收检查,应采用目测检查程序以确保产品符合本标准的规定。
3.2 非破坏性检查
按GB/T 90的规定,从验收批中抽取样本,并可放大10倍进行目测或其他非破坏性的检查,如用磁力技术或涡流电流。若发现由缺陷样品未超过允许的极限,则接受该批产品。如用户要求进行100%的全检,则应在订单中注明。
3.3 破坏性检查
在去除表面涂、镀层后,如发现有可能超过允许极限的表面缺陷,则应选取有最严重表面缺陷的样品进行破坏性试验(GB/T 3098.12和GB/T 3098.14)。
3.4 仲裁试验
由易切钢制造的螺母的仲裁检查,应按GB/T 3098.14对螺母进行扩孔实验。根据供需双方协议,可根据GB/T 3098.12进行附加试验。
3.5 判定
如果在目测检查中,发现淬火裂缝或在缩进部分有超差的裂缝,或超过尺寸极限的表面缺陷,则该批产品应予拒收。
如有任何样品未能通过按3.3条和3.4条进行的破坏性试验,则该批产品予以拒收。





![82°沉头螺钉的凹槽型式 [Table 2]](https://imgcc.164580.com/upload/48/standard/2018/09/11/1536630391295096012.jpg)
![BF型 BT型 自切自攻螺钉螺纹和末端 [Table 43]](https://imgcc.164580.com/upload/48/standard/2018/09/29/1538208543197073992.jpg)
![D, F, G, T 型自攻螺钉 螺纹和末端 [Table 44]](https://imgcc.164580.com/upload/48/standard/2018/09/30/1538274982710145766.jpg)
![自挤自攻 TRS型 螺纹和末端 [Table 45]](https://imgcc.164580.com/upload/48/standard/2018/10/08/1538974825207969765.jpg)




![内凹槽螺钉无螺纹杆长和夹紧长度 [Table 4]](https://imgcc.164580.com/upload/48/pic/2021/05/27/1622102178590886964.jpg)
![BF型,BT型,自切自攻牙(螺纹切削自攻牙) [Table 7]](https://imgcc.164580.com/upload/48/standard/2020/06/05/1591322143016742879.jpg)
![D、F、G和T型,自切自攻牙(螺纹切削自攻牙)(统一螺纹) [Table 8]](https://imgcc.164580.com/upload/48/standard/2020/06/05/1591326271806674189.jpg)