4.1 一般要求
4.1.1 有粘附层的螺栓拧入螺母或螺孔时,螺母和螺孔应倒角。
4.1.2 粘附层可以防止零件完全脱离配合件。
4.1.3 有粘附层的螺栓在满足表2 规定的扭矩要求时,可重复使用3次。用于安装和调整时,允许
多次使用。
4.1.4 有粘附层螺栓在正常保管的情况下,应保证至少4 年内性能要求不发生变化。
4.2 预涂部位及长度
4.2.1 基本要求。
4.2.1.1 应确保螺栓和试验螺母拧紧后的旋合部分位于粘附层长度范围内。
4.2.1.2 粘附层的残余物不应影响螺栓的旋入。
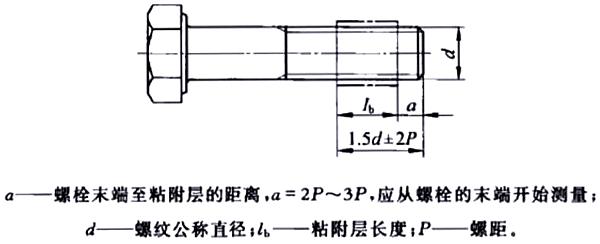
4.2.2 标准预涂。
螺栓标准预涂部位及粘附层长度按下图的规定。尺寸α 范围内不应有粘附层。
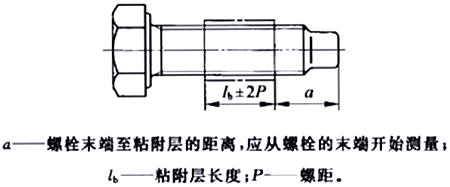
4.2.3 特殊预涂。
螺栓特殊预涂部位及粘附层长度按下图的规定。尺寸α 范围内不应有粘附层。
4.3 锁紧要求
4.3.1 技术要求。
粘附层在不同环境条件下的扭短要求按表1 的规定。
表 1
| 类 型 | 环 境 条 件 | 扭 矩 要 求 | |||
| 预紧螺栓连接 | |||||
| 性 能a.b | 耐 温 性 | 室温 | 23 ℃ ± 5 ℃,相对湿度不大于 65% | 表 2 | |
| 高温 | 100 ℃放置 3 h | 表 2 | |||
| 150 ℃放置 3 h | 表 2 | ||||
| 200 ℃放置 3 h | 表 2 | ||||
注: 1. 熔融聚酰胺粘附层的涂覆温度高达120℃,局部可短时间内达到约220 ℃~230℃,对于应用温度为150℃~200℃的粘附层,涂覆温度可能更高。高温会对螺栓表面涂层产生不利影响,尤其是破坏螺栓的耐腐蚀性能。
2. 如果在螺栓的锌片涂层、封闭剂、渗有润滑材料的涂料或另涂润滑油的表面上涂覆粘附层时,会影响粘附层的附着强度,导致拧入时粘附层脱落或使用次数减少。
a. 性能试验由粘附层制造商实施,作为粘附层的型式试验。
b. 特殊状况下由供需双方协商后进行试验。
4.3.2 扭矩值。
室温(23℃土5℃,相对湿度不大于65%)、高温(120℃、150℃和200℃)条件下,预紧螺栓连接的扭矩值按 表2 的规定。
表 2 单位:N•m
| 螺 纹 规 格 | 拧入扭矩 | 紧固扭矩 | 拧出扭矩 | ||||
第一次 Tin | TAa.b | 第一次 Tout | 第三次 Tout | ||||
| max | 5.6、5.8 | 8.8、10.9、12.9 | min | max | |||
| M3 | ─ | ─ | 0.43 | 0.6 | 1.2 | 0.1 | 0.08 |
| M4 | ─ | ─ | 0.9 | 1.3 | 2.8 | 0.12 | 0.1 |
| M5 | ─ | ─ | 1.6 | 2.6 | 5.5 | 0.18 | 0.15 |
| M6 | ─ | ─ | 3 | 4.5 | 9.5 | 0.35 | 0.23 |
| M8 | M8×1 | ─ | 6 | 11 | 23 | 0.85 | 0.45 |
| M10 | M10×1.25 | ─ | 10.5 | 22 | 46 | 1.5 | 0.75 |
| M12 | M12×1.25 | M12×1.5 | 15.5 | 38 | 79 | 2.3 | 7.6 |
| M14 | M14×1.5 | ─ | 24 | 60 | 125 | 3.3 | 2.3 |
| M16 | M16×1.5 | ─ | 32 | 90 | 195 | 4 | 2.8 |
| M18 | M18×1.5 | ─ | 45 | 128 | 280 | 4.7 | 3.2 |
注:1. 其他螺纹规格的扭矩值由供需双方协商。
2. 按规定扭矩进行粘附层性能试验时,粘附层不应脱落。
a. 根据总摩擦因数μ=0.12 和90%Rel(5.6级)的最小值或90%RPf 的最小值(5.8级)或90%RP0.2 的最小值(8.8、10.9和12.9级)确定(见GB/T 3098.1)。
b. 对于符合GB/T 3098.6 和GB/T 3098.8 的螺栓,应按本表5.6、5.8 的扭矩值。
止动垫圈技术条件
螺栓技术条件
钢结构用高强度大六角头螺栓、 大六角螺母、垫圈技术条件
自攻螺钉连接 底孔直径和拧紧扭矩技术条件
鼓包型抽芯铆钉通用规范
复合型密封垫片材料
金属和合金的腐蚀大气腐蚀性 第1部分:分类、测定和评估
金属和合金的腐蚀 大气腐蚀性 第2部分:腐蚀等级的指导值
钢丝绳通用技术条件
弹性垫圈技术条件 锥形弹性垫圈
挡圈技术条件 - 弹性挡圈
热卷圆柱螺旋压缩弹簧 技术条件
预载荷高强度栓接结构连接副 第1部分:通用要求
冷卷圆柱螺旋弹簧技术条件 第1部分:拉伸弹簧
冷卷圆柱螺旋弹簧技术条件 第2部分:压缩弹簧
钢丝螺套技术条件
机电产品包装通用技术条件
键的技术要求

紧固件 螺栓、螺钉、螺柱和螺母通用技术条件
卡套式管接头技术条件
扩口式管接头技术条件
钢制管法兰用金属环垫 技术条件
钢结构用大六角螺栓、螺母、垫圈的技术要求

普通螺纹量规 技术条件
紧固件 标志与包装
螺栓、螺钉和螺母用平垫圈 总方案
紧固件表面缺陷 - 螺栓、螺钉和螺柱 - 一般要求
紧固件表面缺陷 - 螺母
紧固件表面缺陷 - 螺栓、螺钉和螺柱 - 特殊要求

铆螺母技术条件
锚技术条件
击芯铆钉技术条件
钢结构用扭剪型高强度螺栓连接副技术条件
机床夹具零件及部件技术要求
油杯技术条件
油标技术条件
圆柱头用沉孔
自锁螺母技术条件

销的技术条件
挡圈技术条件 - 弹性挡圈
挡圈技术条件 切制挡圈
可锻铸铁管路连接件技术条件
紧固件 第27部分:带预粘涂层的钢制螺钉、螺栓和螺柱 技术规范
垫圈. 交货技术条件

厚度 3 ~ 150mm 热轧钢板的尺寸、重量及形状允许偏差

钢制板材、冷轧钢板 尺寸、允许的尺寸和形状偏差
紧固件 槽销 一般要求
商用车辆 轮毂安装尺寸
金属和合金的腐蚀 大气腐蚀性 第2部分:腐蚀等级的指导值
冲压工具 弹性体压缩弹簧 第2部分:附件规范
液压传动 二通、三通和四通螺纹式插装阀 插装孔
微电机用红钢纸垫圈 技术要求
紧固件冷镦模 技术条件

冲模零件技术条件
机床夹具零件及部件技术要求
内燃机 气缸盖螺母及飞轮螺母 技术条件
木结构 销钉型紧固件 要求
镍基合金NI-PH2601(铬镍铁合金718)耐热MJ螺纹螺栓 等级-1275MPa(环境温度)/650°C 技术规范
预加负荷用高强度结构螺栓组件 第1部分:一般要求
法兰及其接头 螺栓连接 第3部分:指定等级钢法兰螺栓材料的分类
金属制品检验文件的类型
航空航天系列 - 自锁螺母,MJ螺纹,耐热钢FE-PA2601 (A286),镀银或未涂层 - 等级:1100 MPa (室温) / 425°C - 技术规范
法兰及其接头 螺栓连接 第2部分:PN指定钢法兰螺栓材料分类
法兰及其接头 螺栓连接 第1部分:螺栓连接的选择
航空航天系列 自锁螺旋线圈螺纹式插件技术规范
航空航天系列 螺旋形线圈自锁螺纹插件组装程序
钢制管法兰、垫片、紧固件选配规定(PN系列)
用于石油和天然气工业的合金和碳钢螺栓规范
淬硬钢制平垫圈技术要求
米制系列淬硬钢平垫圈技术要求
有镀层和无镀层的钢制输电塔螺栓标准规范
防水卷材屋面用机械固定件
建筑机械与设备高强度紧固件技术条件
钻尾自攻钉的技术要求
紧固件标准 带帽螺钉、六角螺栓和六角螺母
螺纹紧固件预涂粘附层技术条件 第1部分:微胶囊锁固层
螺纹钢紧固件的技术供应条件:第1部分 - 螺栓、螺钉和双头螺栓的一般要求
机械螺钉和自攻螺钉的通用要求
普通螺母和开槽螺母 第1部分:通用规范
普通型钢丝螺套技术条件
钢纸垫圈技术条件
弹簧垫圈 计算
刮板输送机紧固件 螺栓技术条件
