表1 材料
主要材料 | 代用材料 | ||||
棒材 | 丝材 | 板材 | 棒材 | 丝材 | 板材 |
30CrMnSiA | ML30CrMnSiA |
|
| ML16CrSiNi | |
| ML16CrSiNi | 25 |
| ML30CrMnSiA | |
ML18 | |||||
Cr17Ni2 | |||||
表2 材料
半成品种类 | 材料牌号 | 半成品标准 | |
技术条件 | 品种规格 | ||
棒材 | 30CrMnSiA | YB 674-1973 | GB 905-1982、GB 907-1982 |
Cr17Ni2 | YB 675-1973 | GB 905-1982 | |
丝材 | ML30CrMnSiA | GB 5954-1986 | |
ML16CrSiNi | |||
ML18 | GB 5953-1986 | ||
板材 | 25 | GB 710-1988 | GB 708-1988 |
表3 热处理和表面处理
材料 | 热处理 | 表面处理 |
30CrMnSiA、ML30CrMnSiA、ML16CrSiNi | HRC 30~36 | 镀镉钝化 |
ML18、25 | HRC 33~39 | 镀镉钝化 |
Cr17Ni2 | HRC 33~39 | 钝化 |
表4 镀层厚度
螺距P,mm | P<0.8 | 0.8≤P<1.5 | P=1.5 |
镀层厚度,μm | 3~5 | 5~8 | 8~12 |
2.1 螺纹按下列标准
GB 192 普通螺纹 基本牙型;
GB 193 普通螺纹 直径与螺距系列;
GB 196 普通螺纹 基本尺寸;
GB 197 普通螺纹 公差与配合;
GB 2515 普通螺纹 术语;
GB 2516 普通螺纹 偏差表。
2.2 螺纹的公差带,粗牙按5H,细牙按6H。
2.3 螺纹牙侧表面粗糙度应不大于3.2μm,表面不允许有裂纹,毛刺和断扣。
3.1 一般公差按H13或h13,长度尺寸公差按Js14。
3.2 六角自锁螺母的顶圆直径D1及顶圆与侧面交接处的倒角按图1。
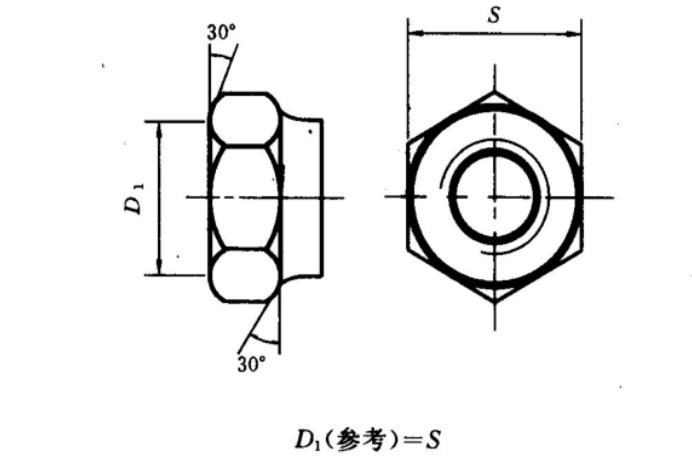
图1
3.3 自锁螺母螺纹孔两端的倒角按图2。
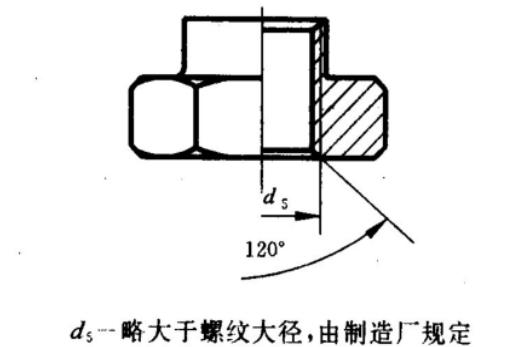
图2
3.4 当采用拉伸工艺制造时,托板自锁螺母和游动自锁螺母的底面喇叭口(见图3)按下列规定。
3.4.1 对于单耳、双耳托板自锁螺母:D2≤D-1;
3.4.2 对于角形托板自锁螺母:D2≤2R-1;
3.4.3 对于游动自锁螺母:D2≤B-1;
3.4.4 h 2不大于1.5b。

图3
3.5 自锁螺母的支承面A对螺纹孔d轴线的垂直度见图4和图5。
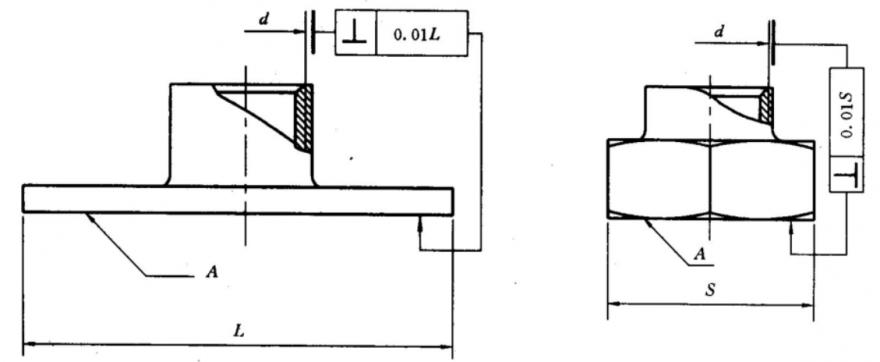
图4 图5
3.6 自锁螺母螺纹孔d对直径d1的同轴度见图6和表5。
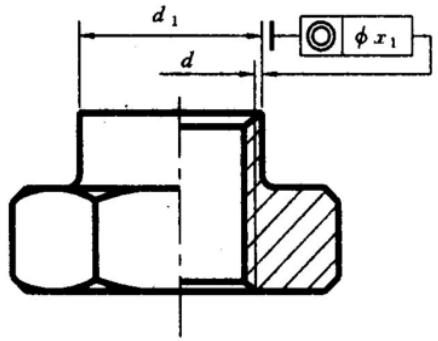
图6
表5
d | x1 |
≤5 | φ0.1 |
>5 | φ0.16 |
3.7 自锁螺母六角对边对直径d1的对称度见图7和表6。
图7
表6
d1 | x2 |
≤12 | 0.3 |
>12 | 0.4 |
4.1 不允许有裂纹和毛刺。
4.2 气密托板自锁螺母的密封材料上不允许有气孔、压痕、裂纹和夹杂物。
4.3 允许有不影响使用的由于原材料表面缺陷或工具造成的其深度不超过相应尺寸公差之半的划伤或凹痕。
4.4 采用拉伸工艺加工的自锁螺母、车制加工的自锁螺母和冲切加工的零件不进行切削加工的表面,其表面粗糙度应符合原材料技术条件的规定。
4.5 标准中规定的表面粗糙度是表面处理前的要求。镦制(或模压)零件的表面粗糙度不检查、由模具保证。
4.6 根据需方要求,允许制成不带铆钉孔的托板自锁螺母,并在订单中注明。
5.1 收口在热处理前进行。
5.2 主要的收口形式:当d≤10mm时按图8;当d>10mm时按图9。
5.3 收口尺寸按表7。
图8
图9
表7
螺纹直径 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | ||
d1 | 基本尺寸 | 3.7 | 4.8 | 5.8 | 6.9 | 9 | 9.2 | 11 | 13.2 | 15.5 | 17.6 | 19.6 | 21.6 | 23.7 | 25.7 |
极限偏差 | 0 -0.06 | 0 -0.1 | |||||||||||||
d2 | 基本尺寸 | 3.4 | 4.5 | 5.5 | 6.5 | 8.5 | 8.5 | 10.5 | 12.8 | 15.1 | 17.2 | 19.2 | 21.1 | 23.2 | 25.2 |
极限偏差 | ±0.06 | ±0.08 | ±0.05 | ||||||||||||
h3±0.2 | 1 | 1.4 | 1.6 | 2 | 2.5 | 2.5 | 3 | ||||||||
注:① R0.1~0.3供模具设计用,在零件上不检查。 ② d2在h3/2处测量,当自锁螺母的锁紧性能试验符合表9规定时,则d2尺寸不作为验收依据。 ③ h3±0.2由工具保证,在零件上不检查。 | |||||||||||||||
6.1 抗拉试验
6.1.1 进行抗拉试验的自锁螺母仅限于螺纹直径大于4mm的轻型和球面六角自锁螺母(GB 925-1988和GB 927-1988)、托板自锁螺母(GB 929~931-1988)和游动自锁螺母(GB 938-1988)其最小轴向破坏力按表8。
表8
螺纹直径 mm | 5 | 6 | 8 | 10 |
最小轴向破坏力 N | 13300 | 18700 | 34400 | 54900 |
6.1.2 抗拉试验在拉力试验机上进行,见图10。
图10
6.2 锁紧性能试验
6.2.1 自锁螺母的第1次拧入最大力矩和第15次拧出最小力矩按表9。
表9
螺纹直径 mm | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 |
第1次拧入 最大力矩 N·m | 0.49 | 0.588 | 0.883 | 1.961 | 4.903 | 6.865 | 9.807 | 12.749 | 15.691 | 18.633 | 20.594 | 22.555 | 24.517 |
第15次拧出 最小力矩 N·m | 0.029 | 0.098 | 0.147 | 0.196 | 0.392 | 0.588 | 0.981 | 1.471 | 1.961 | 2.452 | 2.942 | 3.432 | 3.923 |
6.2.2 锁紧性能试验方法:自锁螺母在试验螺栓上应拧入、拧出15个完整周期。自锁螺母从拧入起点旋进至拧入终点,为一个完整的拧入周期;自锁螺母从拧出起点旋退至拧出终点,为一个完整的拧出周期。
拧入起点:指试验螺栓开始进入自锁螺母的锁紧部位时。拧入起点亦是拧出终点,见图11。
拧入终点:指试验螺栓拧入螺母,其末端拧出三倍螺距时。拧入终点亦是拧出起点。见图12。

图11 拧入起点(拧出终点)示意图 图12 拧入终点(拧出起点)示意图
6.2.2.1 第1次拧入最大力矩的测定:在第1次拧入周期中的最大力矩称为第1次拧入最大力矩。
6.2.2.2 第15次拧出最小力矩的测定:在第15次拧出周期中,试验螺栓从拧出起点拧出二倍螺距(即转动二圈)这个过程中的最小力矩称为第15次拧出最小力矩。
6.2.2.3 试验螺栓的拧入和拧出均无轴向载荷,并在试验螺栓(或自锁螺母)螺纹上涂以任何牌号的中性润滑或中性润滑脂。
6.2.2.4 从第1次拧入到第15次拧出可连续进行,其转动速度要均匀平稳。在试验过程中,自锁螺母的温度不得高于环境(试验地点)温度加25℃。但自锁螺母温度最高不得超过50℃。其测温点:六角自锁螺母在r处;轻型六角自锁螺母、托板自锁螺母和游动自锁螺母在收口处。见图13。
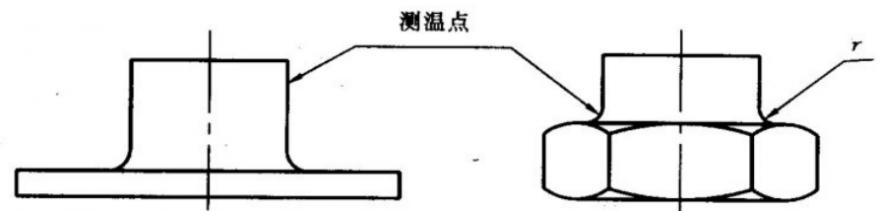
图13
6.2.2.5 扭力试验设备的力矩误差不大于1%。
6.2.2.6 试验螺栓应能用手指将自锁螺母自由地旋到锁紧部位。
a. 碳素结构钢和合金结构钢自锁螺母试验螺栓用30CrMnSiA材料制造,Cr17Ni2自锁螺母试验螺栓用Cr17Ni2材料制造(允许用30CrMnSiA材料制造)。
b. 试验螺栓的螺纹按GB 196、GB 197,公差带为5h6h。
c. 试验螺栓螺纹牙侧表面粗糙度应不大于1.6μm,螺纹中径不得有倒锥,螺纹表面应光洁,不得有毛刺,断扣和压伤。
d.试验螺栓热处理σb不低于1175MPa,但不高于1570MPa。
e. 30CrMnSiA材料的试验螺栓表面发蓝或镀镉钝化,镀层厚度为3~5μm,并计算在螺纹尺寸公差范围内。Cr17Ni2材料的试验螺栓表面钝化处理。
f. 做过试验的试验螺栓,螺纹磨损在公差范围内,没有明显的划伤,允许继续使用。
6.2.2.7 气密托板自锁螺母(GB 932~933-1988)和成组游动托板自锁螺母(GB 937-1988)的锁紧性能试验在组装前进行。
6.2.3 当有争议时,应采用仲裁试验螺栓,其大径和中径公差应是公差带靠近下限1/2的范围内。
7.1 自锁螺母应由制造厂的技术检验部门进行检验。制造厂应保证所有出厂的自锁螺母符合本技术条件和相应标准的要求,并在每批中附有合格证。
7.2 自锁螺母应成批提交检验,每批应由同一形式,同一尺寸和同一炉号材料制造,并按同一规范进行热处理的自锁螺母组成。
7.3 尺寸验收的抽样方案按表10。
表10
批量 N | 样本大小 n | AQL 0.065% | AQL 1.0% | AQL 2.5% | AQL 4.0% | ||||
Ac | LQ% | Ac | LQ% | Ac | LQ% | Ac | LQ% | ||
≤280 | 32 | 0 | 1.2 | 0 | 16 | 2 | 16 | 3 | 20 |
281~500 | 50 | 0 | 1.2 | 1 | 7.6 | 3 | 13 | 5 | 18 |
501~1200 | 80 | 0 | 1.2 | 2 | 6.5 | 5 | 11 | 7 | 14 |
1201~3200 | 125 | 0 | 1.2 | 3 | 5.4 | 7 | 9.4 | 10 | 12 |
≥3201 | 200 | 0 | 1.2 | 5 | 4.6 | 10 | 77 | 14 | 10 |
注:如果批量小于样本大小则100%检查。 | |||||||||
7.3.1 抽查项目及合格质量水平(AQL)按表11。
表11
类别 | 合格质量水平(AQL) | 抽查项目 |
第一类 101 102 103 | 1.0% | 螺纹 支承面的垂直度 锁紧部位的变形 |
第二类 201 202 203 | 2.5% | 托板自锁螺母铆钉孔的尺寸 自锁螺母的总高度 自锁螺母的同轴度 |
第三类 301 302 303 | 4.0% | 六角头形 六角高度 其他 |
7.3.2 从检查批中随机取样,逐项进行检查,并分类记录不合格品数,如果每类不合格品数不大于合格判定数(Ac),则该批螺母可接收,否则予以拒收。
7.4 抗拉性能和锁紧性能的抽样方案按表12。
7.4.1 从检查批中随机取样,逐项进行检查,所有试验项目的样品全部合格,则该批螺母可接收,否则予以拒收。
表12
批量 样本大小 试验项目 | ≤500 | 501~1200 | 1201~3200 | ≥3201 |
抗拉试验 | 5 | 8 | 10 | 12 |
锁紧性能试验 | 5 | 8 | 10 | 12 |
合格判定数Ac | 0 | 0 | 0 | 0 |
7.5 外观检查项目按表13,抽样方案表10。
表13
类别 | 合格质量水平(AQL) | 抽查项目 |
第一类 101 | 0.065% | 裂纹检查 |
第二类 201 | 1.0% | 毛刺、划伤、压伤及其他机械损伤,工具痕迹 |
7.5.1 从检查批中随机取样,如果不合格品数未超过合格判定数(Ac),则该批螺母可接收,否则予以拒收。
8.1 在结构上安装没有润滑涂层的自锁螺母时,必须在螺母的螺纹或螺栓(螺钉)的螺纹上涂以任何牌号的中性润滑油或中性润滑脂。有特殊要求不允许涂中性润滑油或中性润滑脂时,应在产品图样中注明。
8.2 碳素结构钢、合金结构钢和Cr17Ni2材料的自锁螺母最高使用温度为200℃。气密托板自锁螺母的使用温度为 -40℃~ +80℃。
标志和包装按GB 90-1985《紧固件验收检查、标志与包装》。
止动垫圈技术条件
螺栓技术条件
钢结构用高强度大六角头螺栓、 大六角螺母、垫圈技术条件
自攻螺钉连接 底孔直径和拧紧扭矩技术条件
鼓包型抽芯铆钉通用规范
复合型密封垫片材料
金属和合金的腐蚀大气腐蚀性 第1部分:分类、测定和评估
金属和合金的腐蚀 大气腐蚀性 第2部分:腐蚀等级的指导值
钢丝绳通用技术条件
弹性垫圈技术条件 锥形弹性垫圈
挡圈技术条件 - 弹性挡圈
热卷圆柱螺旋压缩弹簧 技术条件
预载荷高强度栓接结构连接副 第1部分:通用要求
冷卷圆柱螺旋弹簧技术条件 第1部分:拉伸弹簧
冷卷圆柱螺旋弹簧技术条件 第2部分:压缩弹簧
钢丝螺套技术条件
机电产品包装通用技术条件
键的技术要求

紧固件 螺栓、螺钉、螺柱和螺母通用技术条件
卡套式管接头技术条件
扩口式管接头技术条件
钢制管法兰用金属环垫 技术条件
钢结构用大六角螺栓、螺母、垫圈的技术要求

普通螺纹量规 技术条件
紧固件 标志与包装
螺栓、螺钉和螺母用平垫圈 总方案
紧固件表面缺陷 - 螺栓、螺钉和螺柱 - 一般要求
紧固件表面缺陷 - 螺母
紧固件表面缺陷 - 螺栓、螺钉和螺柱 - 特殊要求

铆螺母技术条件
锚技术条件
击芯铆钉技术条件
钢结构用扭剪型高强度螺栓连接副技术条件
机床夹具零件及部件技术要求
油杯技术条件
油标技术条件
圆柱头用沉孔

销的技术条件
挡圈技术条件 - 弹性挡圈
挡圈技术条件 切制挡圈
可锻铸铁管路连接件技术条件
紧固件 第27部分:带预粘涂层的钢制螺钉、螺栓和螺柱 技术规范
垫圈. 交货技术条件

厚度 3 ~ 150mm 热轧钢板的尺寸、重量及形状允许偏差

钢制板材、冷轧钢板 尺寸、允许的尺寸和形状偏差
紧固件 槽销 一般要求
商用车辆 轮毂安装尺寸
金属和合金的腐蚀 大气腐蚀性 第2部分:腐蚀等级的指导值
冲压工具 弹性体压缩弹簧 第2部分:附件规范
液压传动 二通、三通和四通螺纹式插装阀 插装孔
微电机用红钢纸垫圈 技术要求
紧固件冷镦模 技术条件

冲模零件技术条件
机床夹具零件及部件技术要求
内燃机 气缸盖螺母及飞轮螺母 技术条件
木结构 销钉型紧固件 要求
镍基合金NI-PH2601(铬镍铁合金718)耐热MJ螺纹螺栓 等级-1275MPa(环境温度)/650°C 技术规范
预加负荷用高强度结构螺栓组件 第1部分:一般要求
法兰及其接头 螺栓连接 第3部分:指定等级钢法兰螺栓材料的分类
金属制品检验文件的类型
航空航天系列 - 自锁螺母,MJ螺纹,耐热钢FE-PA2601 (A286),镀银或未涂层 - 等级:1100 MPa (室温) / 425°C - 技术规范
法兰及其接头 螺栓连接 第2部分:PN指定钢法兰螺栓材料分类
法兰及其接头 螺栓连接 第1部分:螺栓连接的选择
航空航天系列 自锁螺旋线圈螺纹式插件技术规范
航空航天系列 螺旋形线圈自锁螺纹插件组装程序
钢制管法兰、垫片、紧固件选配规定(PN系列)
用于石油和天然气工业的合金和碳钢螺栓规范
淬硬钢制平垫圈技术要求
米制系列淬硬钢平垫圈技术要求
有镀层和无镀层的钢制输电塔螺栓标准规范
防水卷材屋面用机械固定件
建筑机械与设备高强度紧固件技术条件
钻尾自攻钉的技术要求
紧固件标准 带帽螺钉、六角螺栓和六角螺母
螺纹紧固件预涂粘附层技术条件 第1部分:微胶囊锁固层
螺纹紧固件预涂粘附层技术条件 第2部分:聚酰胺锁紧层
螺纹钢紧固件的技术供应条件:第1部分 - 螺栓、螺钉和双头螺栓的一般要求
机械螺钉和自攻螺钉的通用要求
普通螺母和开槽螺母 第1部分:通用规范
普通型钢丝螺套技术条件
钢纸垫圈技术条件
弹簧垫圈 计算
刮板输送机紧固件 螺栓技术条件
