2. 表面缺陷的种类、原因、外观特征和极限
2.1 裂缝 Cracks
裂缝是一种清晰(结晶体)的沿金属晶粒边界或横穿晶粒的断裂,并可能含有外来元素的夹杂物。裂缝通常是金属在锻造或其他成型工序或热处理的过程中,由于受过高的应力而造成的,也可能在原材料中即存在裂缝。当工件被再次加热时,通常由于氧化皮的剥落而使裂缝变色。
2.1.1 淬火裂缝 Quench Cracks
原 因 | 在热处理过程中,由于过高的热应力和应变,都可能产生淬火裂缝。 淬火裂缝通常是不规则相交、无规律方向的呈现在紧固件表面 |
外 观 |
|
极 限 | 任何深度、任何长度或任何部位的淬火裂缝都不允许存在。 |
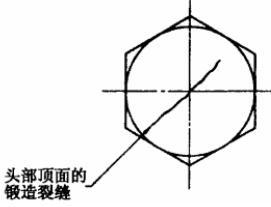
2.1.2 锻造裂缝Forging cracks
原 因 | 锻造裂缝可能在切料或锻造工序中产生,并位于螺栓和螺钉的头部顶面 |
外 观 |
|
极 限 | l≤1d; 锻造裂缝的深度或宽度b: b≤0.04d; 本锻造裂缝的极限不适用于凹槽头螺钉(2.1.5条)。 d——螺纹公称直径 |
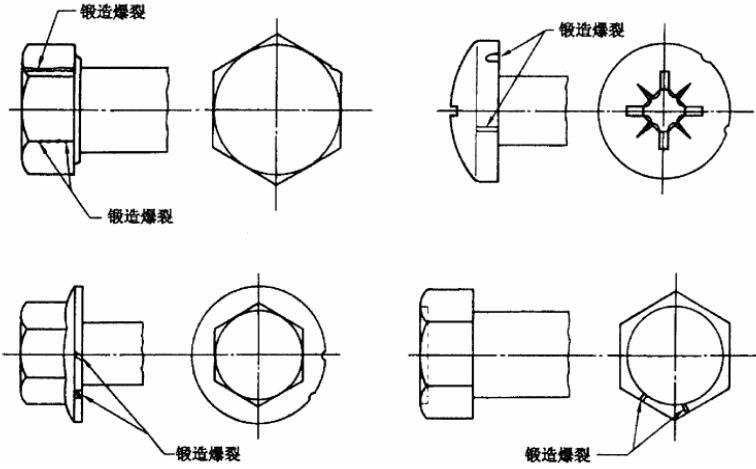
2.1.3 锻造爆裂Forging bursts
原 因 | 在锻造过程中可能产生锻造爆裂,如在螺栓和螺钉六角头的对角上,或在法兰面或圆头产品的圆周上,或在凹穴头部隆起部分出现 |
外 观 |
|
极 限 |
六角法兰面螺栓和螺钉的法兰面上的锻造爆裂,不应延伸到头部顶面的顶圆(倒角圆)或头下支承面内。对角上的锻造爆裂,不应使对角宽度减小到低于规定的最小尺寸。 螺栓和螺钉凹穴头部隆起部分的锻造爆裂,其宽度不应超过0.06d或深度低于凹穴部分。 圆头螺栓和螺钉及六角法兰面螺栓: 螺栓和螺钉的法兰面和圆头圆周上的锻造爆裂不应超过下列极限: 锻造爆裂的宽度: ≤0.08dc(或dk)(只有一个锻造爆裂时); ≤0.04dc(或dk)(有两个或更多的锻造爆裂时,其中有一个允许到0.08dc 或dk ) 。 锻造爆裂的深度: ≤0.04dc d——螺纹公称直径;dc——头部或法兰直径; dk——头部直径 |
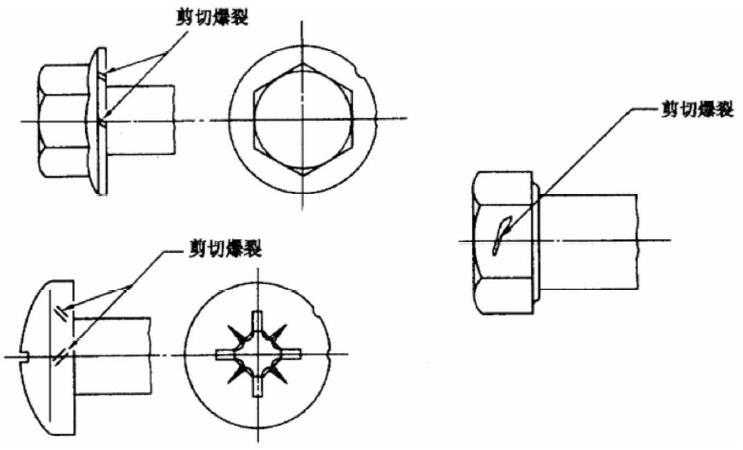
2.1.4 剪切爆裂Shear bursts
原 因 |
剪切爆裂也可能产生在六角头产品的对边平面上 |
外 观 |
|
极 限 |
位于扳拧头部剪切爆裂的极限: 宽度 ≤ 0.25 mm + O.02s ; 深度 ≤ 0.04d 。 六角法兰面螺栓和螺钉的法兰面上的剪切爆裂,不应延伸到头部顶面的顶圆(倒角圆)或头下支承面内。对角上的剪切爆裂,不应使对角宽度减小到低于规定的最小尺寸。 螺栓和螺钉凹穴头部隆起部分的剪切爆裂,其宽度不应超过0.06d或深度低于凹穴部分。 圆头螺栓和螺钉及六角法兰面螺栓: 螺栓和螺钉的法兰面和圆头圆周上的剪切爆裂的宽度不应超过下列极限: ≤0.08dc(或dk)(只有一个剪切爆裂时); ≤0.04dc(或dk)(有两个或更多的剪切爆裂时,其中有一个允许到0.08dc 或dk ) 。 s——对边宽度;d——螺纹公称直径;dc——头部或法兰直径;dk——头部直径 |
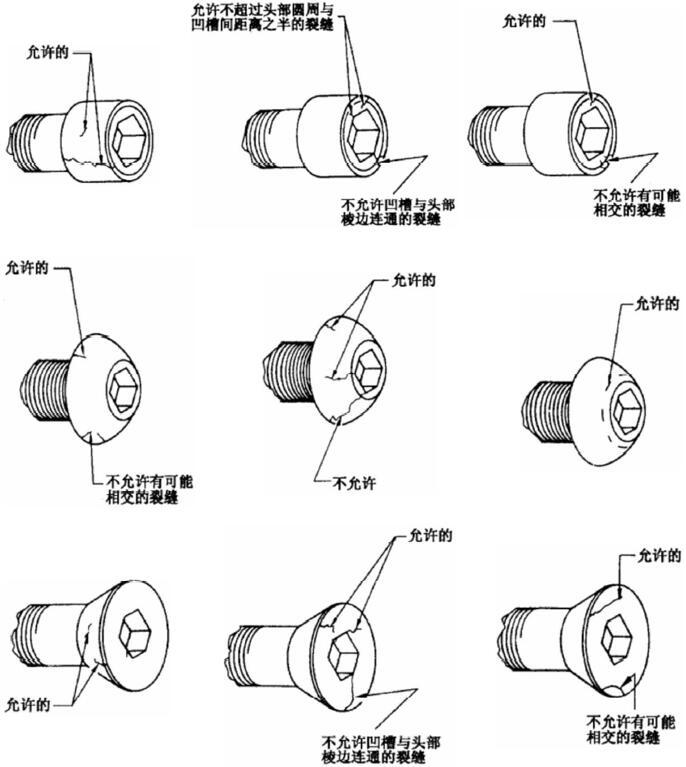
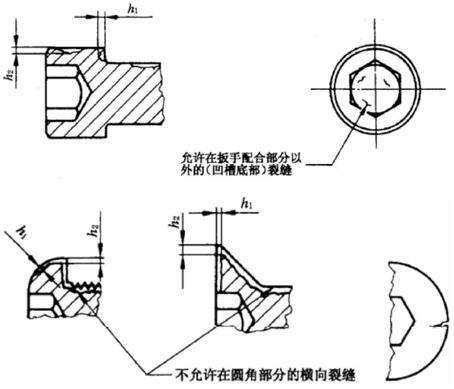
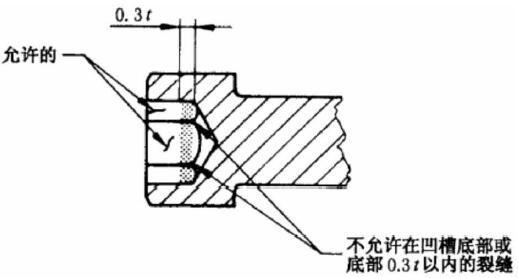
2.1.5 凹槽头螺钉的锻造裂缝Forging cracks socket head screws
原 因 | 在锻造和加工凹槽的过程中,由于剪切和挤压应力的作用,可能在圆周、顶面和凹槽(如内六角)等内、外表面上产生裂缝 |
外 观 |
允许的深度: h1≤O.03dk(最大值为0.13 mm); h2≤0.06dk(最大值为1.6 mm)。
dk——头部直径;t——凹槽深度 |
极 限 | 从凹槽内延伸到外表面以及在横向可能相交的裂缝是不允许的。槽底0.3t范围内不允许有裂缝。允许位于凹槽其他部位的裂缝,但长度不应超过0.25t,深度不应超过0.03dk(最大值为0.13 mm)。 在头杆结合处和头部顶面上,允许有一个深度不超过0.03dk(最大值为0.13 mm)的纵向裂缝。在圆周上允许有深度不超过0.06dk(最大值为1.6 mm)的纵向裂缝。 |
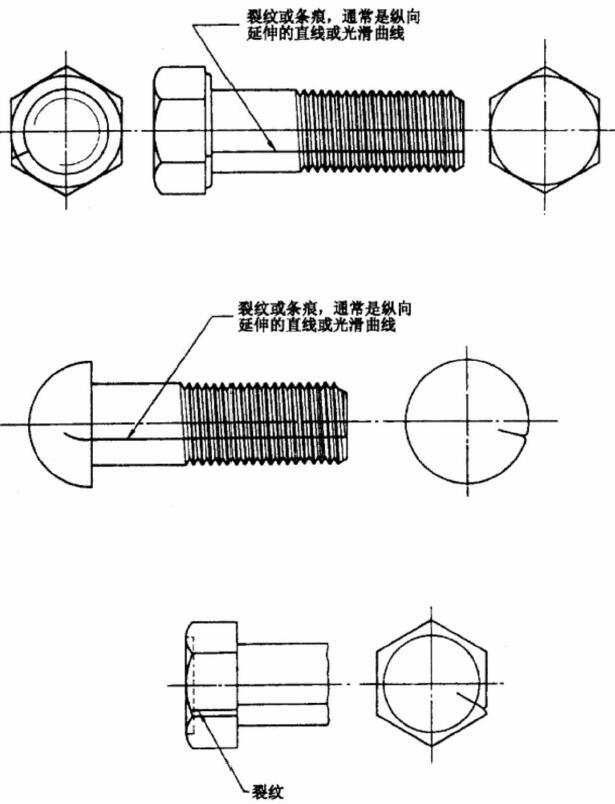
2.2 原材料的裂纹和条痕Row material seams and laps
原材料的裂纹或条痕通常是沿螺纹、光杆或头部纵向延伸的一条细直线或光滑曲线的缺陷。
原 因 | 裂纹和条痕通常是制造紧固件的原材料中固有的缺陷 |
外 观 |
|
极 限 |
≤ 0.015d + O.1 mm(最大值为0.4 mm)。 如果裂纹或条痕延伸到头部,则不应超出对锻造爆裂规定的宽度和深度的允许极限(2.1.3条)。 d——螺纹公称直径 |
2.3 凹痕Voids
凹痕是在锻造或墩锻过程中,由于金属未填满而呈现在螺栓或螺钉表面上的浅坑或凹陷。
原 因 | 凹痕是由切屑或剪切毛刺或原材料的锈层造成的痕迹或压印,并在锻造或镦锻工序中未能消除 |
外 观 |
|
极 限 | h ≤ 0.02d(最大值为0.25 mm)。 凹痕的面积: 支承面上凹痕面积之和,不应超过支承面总面积的5%。 d——螺纹公称直径 |
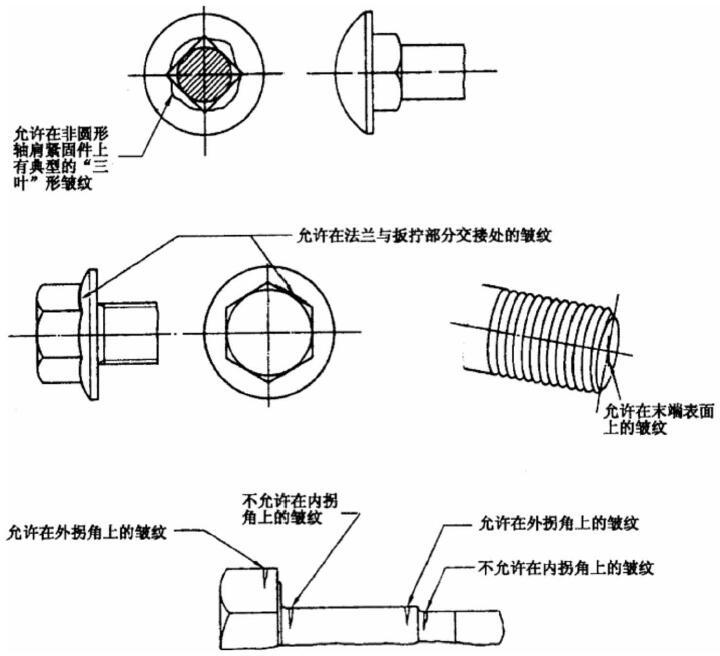
2.4 皱纹Folds
皱纹是在锻造过程中,呈现在紧固件表面的金属折叠。
原 因 | 在镦锻的一次冲击过程中,由于体积不足和形状不一造成材料的位移而产生皱纹 |
外 观 |
|
极 限 |
在外拐角上的皱纹允许存在。 |
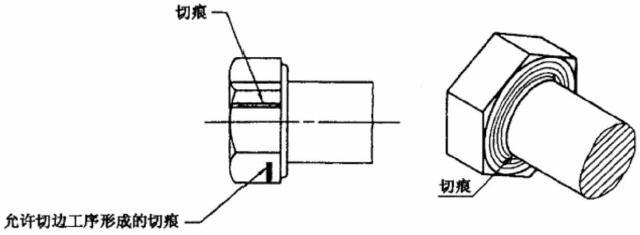
2.5 切痕Tool marks
切痕是纵向或圆周方向浅的沟槽。
原 因 | 切痕因制造工具超越螺栓或螺钉表面的运动而产生 |
外 观 |
|
极 限 | 在光杆、圆角或支承面上,由于加工产生的切痕,其表面粗糙度不应超过Rα=3.2μm(按GB/T 1031规定) |
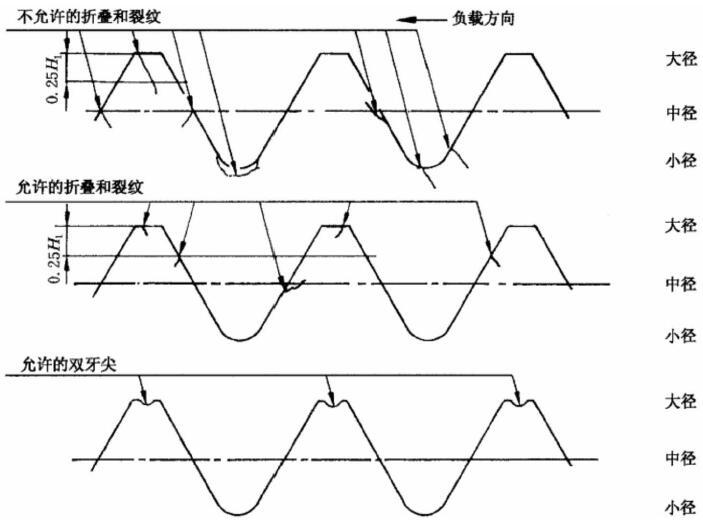
2.6 螺纹上的折叠Laps on the thread
折叠是螺纹表面的金属皱纹,通常在各个产品中以相同的式样出现。也即在同一批产品上,折叠是在相同位置和同样的移动方向上出现。
原 因 | 在辗制螺纹的冷成型过程中,产生螺纹上的折叠或皱纹 |
外 观 |
H 1——牙型高度 |
极 限 | 螺纹牙底; 在中径以下螺纹牙受力侧面,即使其起点在中径以上,也不允许。 下列折叠允许存在: 螺纹牙顶O.25H1范围内的折叠; 每扣螺纹上在半圈以内的未完全滚压出的螺纹牙顶; 在中径以下位于不受力螺纹牙侧并向大径方向延伸的折叠,其深度不大于0.25H1,每扣螺纹上的长度不大于半圈螺纹长度。 H1——牙型高度 |
2.7 损伤Damages
损伤是指螺栓或螺钉任何表面上的刻痕。
原 因 | 损伤,如凹陷、擦伤、缺口和凿槽,因螺栓或螺钉在制造和运输过程中受外界影响而产生 |
外 观 | 没有准确的几何形状、位置或方向,也无法鉴别外部影响的因素 |
极 限 | 位于螺纹最初三扣的凹陷、擦伤、缺口和凿槽不得影响螺纹通规通过,其拧入时的力矩不应大于0.001d 3 N • m。 如有必要,按特殊协议,如包装要求,以避免运输中的损伤。 d——螺纹公称直径 |
表1 允许的表面缺陷
条 | 2.1.2 | 2.1.3 | 2.1.4 | 2.1.5 | 2.2 | 2.3 | 2.6 | 2.7 | ||||||
缺陷 | 锻造裂缝 | 锻造爆裂 | 剪切爆裂 | 内六角螺钉的裂缝 | 条痕 | 凹痕 | 螺纹上的折叠 | 损伤 | ||||||
螺纹公称直径 | 长度 | 宽度和深度 | 圆头和法兰头 | 宽度 | 深度 | 凹槽 | 头部 | 原材料 | 深度 | 深度 | 扭矩值 | |||
宽度 | 深度 | 长度 | 深度 | 表面深度 | 棱边 | |||||||||
d | Max | Max | Max | Max | Max | Max | Max | Max | Max | Max | Max | Max | Max | Max |
5 | 5 | 0.2 | 0.08×头部或法兰直径或0.01×头部或法兰直径 | 0.2 | 0.25+0.02s (对扳手面) 0.08×头部或法兰面直径或0.04×头部或法兰直径 | 0.2 | 0.25×凹槽深度 | 0.13 | 0.03×头部直径,最大0.13 mm | 0.06×头部直径,最大1.6 mm | 0.17 | 0.1 | 0.11 | 0.125 |
6 | 6 | 0.24 | 0.24 | 0.24 | 0.13 | 0.19 | 0.12 | 0.14 | 0.22 | |||||
7 | 7 | 0.28 | 0.28 | 0.28 | 0.13 | 0.21 | 0.14 | 0.14 | 0.33 | |||||
8 | 8 | 0.32 | 0.32 | 0.32 | 0.13 | 0.22 | 0.16 | 0.17 | 0.51 | |||||
10 | 10 | 0.4 | 0.4 | 0.4 | 0.13 | 0.25 | 0.2 | 0.2 | 1 | |||||
12 | 12 | 0.48 | 0.48 | 0.48 | 0.13 | 0.28 | 0.24 | 0.24 | 1.73 | |||||
14 | 14 | 0.56 | 0.56 | 0.56 | 0.13 | 0.31 | 0.25 | 0.27 | 2.7 | |||||
16 | 16 | 0.64 | 0.64 | 0.64 | 0.13 | 0.34 | 0.25 | 0.27 | 4.1 | |||||
18 | 18 | 0.72 | 0.72 | 0.72 | 0.13 | 0.37 | 0.25 | 0.34 | 5.8 | |||||
20 | 20 | 0.8 | 0.8 | 0.8 | 0.13 | 0.4 | 0.25 | 0.34 | 8 | |||||
22 | 22 | 0.88 | 0.88 | 0.88 | 0.13 | 0.4 | 0.25 | 0.34 | 10.6 | |||||
24 | 24 | 0.96 | 0.96 | 0.96 | 0.13 | 0.4 | 0.25 | 0.41 | 13.8 | |||||
27 | 27 | 1.1 | 1.1 | 1.1 | 0.13 | 0.4 | 0.25 | 0.41 | 19.7 | |||||
30 | 30 | 1.2 | 1.2 | 1.2 | 0.13 | 0.4 | 0.25 | 0.47 | 27 | |||||
33 | 33 | 1.3 | 1.3 | 1.3 | 0.13 | 0.4 | 0.25 | 0.47 | 35.9 | |||||
36 | 36 | 1.4 | 1.4 | 1.4 | 0.13 | 0.4 | 0.25 | 0.54 | 46.6 | |||||
39 | 39 | 1.6 | 1.6 | 1.6 | 0.13 | 0.4 | 0.25 | 0.54 | 59.3 | |||||
3 检查与判定程序
验收检查程序见GB /T 90。如果表面涂、镀层影响对表面缺陷的识别,则应在检查前予以去除。
注: GB /T 90 修订时将相应删减,以免重复。
3.1 规则
制造者有权采用任何检查程序,但必须保证产品符合本标准的规定。
需方可以采用本条规定的验收检查程序,以确定一批紧固件产品接受或拒收。本程序也适用于有争议时的仲裁检查, 除非供需双方在订单中注明协议的其他验收程序。
3.2 非破坏性检查
根据附录A(标准的附录)表A1的规定,从验收批中随机抽取样本,并进行目测或其他非破坏性的检查,如磁力技术或涡流电流。若发现有缺陷样品未超过允许的极限, 则接受该批产品(也见3. 4 条); 若发现有缺陷样品数超过允许的极限,则这些不合格产品作为批量并按3. 3 条程序继续进行检查。
3.3 破坏性检查
按3.2条的程序,如查出不合格产品,则根据附录A表A2的规定,将有最严重缺陷的产品组成第二样本,并在通过缺陷的最大深度处取一个垂直于缺陷的截面进行检查。
3.4 判定
在目测检查中, 若发现有任何部位上的碎火裂缝或在内拐角上的皱纹或在非圆形轴肩紧固件上有低于支承面超出“三叶”形的皱纹,则拒收该批产品。
在破坏性检查中,若发现有超出规定允许极限的锻造裂缝、爆裂、裂绞和条痕、凹痕、切痕或损伤,则拒收该批产品。
Specifications of high strength bolts with large hexagon head, large hexagon nuts, plain washers for steel structures
Self-tappingscrew connections - Specification ofthepilotholediameterand tighteningtorque
General specification for blind bulbed rivet
Composite sealing gasket material
Corrosion of metals and alloys - Corrosivity of atmospheres - Part 1 : Classification, determination and estimation
Corrosion of metals and alloys - Corrosivity of atmospheres - Part 2: Guiding values for the corrosivity categories
Steel wire ropes for general purposes
Specifications for spring washers - Conical spring washers
Specifications for retaining rings-Circlips
Hot formed helical compression springs - Technical Requirement
High-strength structural bolting assemblies for preloading - Part 1: General requirements
Cold coiled helical springs technical specifications - Part 1: Extension spring
Cold coiled helical springs technical specifications - Part 2: Compressions spring
Specification For Wire Thread Inserts
General specifications for packing of mechanical and electrical product

Fasteners - General requirements for bolts,screws,studs and nuts
24° Cone Connectors - Specification
Flared couplings - Specification
Specification of metallic ring-joint gaskets for steel pipe flanges
Specifications of high strength bolts with large hexagon head, large hexagon nuts, plain washers for steel structures

Specification of gauges for general purpose screw threads
Fasteners - Marking and packaging
Plain Washers for Bolts, Screws and Nuts - General Plan
Fasteners - Surface discontinuities - Bolts, screws and studs for general requirements
Fasteners-Surface discontinuities - Nuts

Technical requirements for anchors
Specifications For Drive Rivets
Technical requirement for sets of torshear type high strength bolt hexagon nut and plain washer for steel structures
Specifications for parts and units of jigs and fixtures
Grease nipples and lubricating cups technical specification
Oil level indicators technical specification
Counterbores for hexagon socket head and slotted cheese head screws
Procurement Specification For Self-Locking Nuts
Specification for tab washer

Specifications for pins
Spcifications for ring - Cutting rings
Technical requirements of malleable cast iron pipe fittings
Fasteners - Part 27: Steel screws, bolts and studs made of steel with pre-adhesive coating - Technical specifications
metal washers; technical delivery conditions

Steel flat products; Hot rolled plate 3 to 150 mm thick; Permissible deviations of dimension, weight and form

Flat products of steel; cold rolled steel strip; dimensions, tolerances on dimensions and form.
Fasteners - Grooved pins - General requirements
Commercial vehicles - Wheel-hub attachment dimensions
Corrosion of metals and alloys - Corrosivity of atmospheres - Guiding values for the corrosivity categories
Tools for pressing - Elastomer pressure springs - Part 2: Specification of accessories
Hydraulic fluid power - Two-, three- and four-port screw-in cartridge valves - Cavities
Red Vulcanized Fibre Board Washer for Micro-Motor
Cold heading dies for fasteners - Specifications

Specification of Stamping Die Components
Specifications for parts and units of jigs and fixtures
Internal combustion engines - Cylinder head and flywheel nuts - Specifications
Timber structures - Dowel-type fasteners - Requirements
Aerospace series - Bolts, MJ threads, in heat resisting nickel base alloy NI-PH2601 (Inconel 718) - Classification: 1275 MPa (at ambient temperature)/650 °C - Technical specification
High-strength structural bolting assemblies for preloading - Part 1: General requirements
Flanges and their joints - Bolting - Part 3: Classification of bolt materials for steel flanges, class designated
Metallic products - Types of inspection documents
Flanges and their joints - bolting - Part 2: Classification of bolt materials for steel flanges, PN designated
Flanges and their joints - bolting - Part 1: Selection of bolting
Aerospace series - Inserts, screw thread, helical coil, self locking - Technical specification
Aerospace series - Inserts, screw thread, helical coil, self-locking - Assembly procedure
Specification for Selection of Steel Pipe Flanges , Gaskets and Bolting (PN designated)
Alloy and Carbon Steel Bolting for Use in the Petroleum and Natural Gas Industries
Standard Specification for Steel Transmission Tower Bolts, Zinc-Coated and Bare
Mechanical fixation component for waterproofing membrane roofing
Construction machinery and equipment Specification of high strength fasteners
Fastenersart - Standard - Cap Screws, Hex Bolts, and Hex Nuts
Steel Self-Drilling Tapping Screws
Technical conditions for threaded fasteners with adhesive coating-Part 1: Microencapsulated locking coating
Technical condions for threaded fasteners with adhesive coating-Part 2: Polyamlde locking coating
Technical Supply Conditions For Threaded Steel Fasteners - Part 1 General Requirements For Bolts, Screws And Studs
General data for machine screws and tapping screws
Plain nuts and slotted nuts - Part 1: General specification
Disc springs - Calculation